Here is a situation we see every week: a medical device startup has a 3D printed prototype that works. They have tested the fit, function, and ergonomics. Now they need 25 or 50 parts for a clinical trial. Or an industrial equipment company has validated a new sensor housing design. They need 30 parts for field testing. Or a consumer electronics company has finalized a wearable device enclosure. They need 40 parts for a pilot production run.
CNC machining is too expensive per part for these quantities — $50-100 per part for a typical enclosure. Injection molding requires a $5,000-$10,000 steel mold and 6-8 weeks. 3D printing is fast, but the material properties — especially surface finish and durability — are not the same as production-grade plastic.
Vacuum casting (also called polyurethane casting or PU casting) fills this gap perfectly.
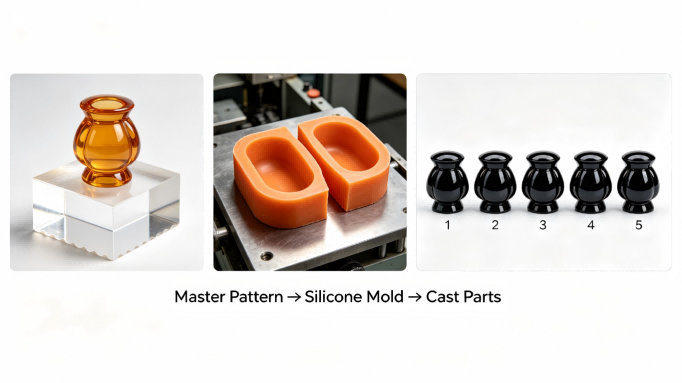
The process starts with a master pattern. We typically 3D print the master using SLA resin because it produces a smooth surface that transfers to the finished parts. The master is mounted in a casting frame, and liquid silicone rubber is poured around it. After curing (24-48 hours), the mold is cut open, the master is removed, and you have a cavity in the shape of your part.
Then we mix liquid polyurethane (PU) resin, pour it into the silicone mold, place the mold in a vacuum chamber to remove air bubbles, and let it cure. The vacuum step is critical — it ensures that the resin fills every detail of the cavity and that the finished part has no voids.
The silicone mold can produce 20-50 parts before it wears out. Each casting takes 30-60 minutes, depending on the resin's cure time.

One of the biggest advantages of vacuum casting over 3D printing is surface finish. The silicone mold replicates the surface of the master pattern with perfect fidelity. If the master is smooth, the cast parts are smooth. If the master has a texture, the cast parts have that same texture.
This is why we use SLA for master patterns — SLA produces the smoothest surface of any 3D printing technology, with nearly invisible layer lines. The resulting cast parts look and feel like injection-molded parts, not 3D printed prototypes.
Vacuum casting resins have come a long way. We stock over 20 different PU resins, each formulated to mimic a specific production plastic.
ABS-like resin is our most popular. It offers 50-60 MPa tensile strength and 10-15% elongation. It is tough, impact-resistant, and can be painted or plated. For most functional parts, ABS-like resin is the right choice.
Tough resin offers 45-55 MPa tensile strength and 30-50% elongation — it bends before it breaks. This is ideal for parts that will experience impact or flexing.
Rubber-like resin comes in shore hardness from 30A to 90A. These resins mimic silicone or TPU, with excellent tear strength and elongation up to 500%. Perfect for gaskets, seals, soft-touch grips, and overmolding simulations.
Transparent resin is available in clear or tinted versions. Optical clarity is good, though not as good as glass or polished acrylic. Useful for light guides, windows, and visual prototypes.
High-temperature resin withstands up to 120°C continuously. Useful for parts near heat sources, like enclosures for power electronics.
Flame-retardant resin meets UL94 V0 standards. Required for many industrial and consumer electronics applications.
Medical-grade resin is ISO 10993 certified for biocompatibility. Suitable for short-term skin contact devices.

From the day you approve the quote, here is the typical timeline:
Day 1-2: We 3D print the master pattern using SLA resin. We also post-process the master — removing supports, sanding any marks, and applying a clear coat if needed.
Day 2-3: We pour the silicone mold. The mold cures for 24-48 hours, depending on the size and complexity.
Day 3-5: We cast the parts. Each shot takes 30-60 minutes, and we can run multiple molds simultaneously. For 25 parts, casting is typically done in 1-2 days.
Day 5-6: We finish the parts — removing any flash, sanding parting lines, and applying surface treatments if required.
Day 6: Parts are inspected, packaged, and shipped.
Total lead time: 5-8 days. For comparison, CNC machining the same 25 parts would take 7-10 days (and cost more). Injection molding would take 6-8 weeks.

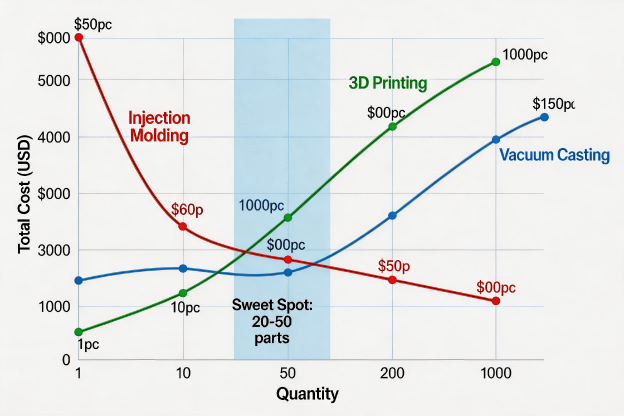
Vacuum casting is ideal for quantities of 20-50 parts. The economics work like this:
1-10 parts: 3D printing is usually cheapest and fastest
20-50 parts: Vacuum casting has the lowest total cost
50-200 parts: Bridge tooling (aluminum injection mold) becomes competitive
200+ parts: Production injection molding wins
But quantity is not the only factor. Vacuum casting is also the right choice when you need production-like material properties — especially surface finish and durability — but cannot justify injection molding tooling.
We often see vacuum casting used for medical device clinical trial quantities, consumer electronics pilot production runs, automotive interior component validation, and industrial equipment field testing.
Vacuum casting has limitations. Part size is limited by the silicone mold — our maximum part size is roughly 1,000 x 800 x 500mm. Larger than that, and the mold becomes difficult to handle and the vacuum degassing becomes less effective.
Part complexity is not a limitation — undercuts, internal features, and thin walls are all possible because the silicone mold is flexible. In fact, vacuum casting can produce parts that would require slides or lifters in an injection mold.
Material selection is broad but not unlimited. You cannot cast production thermoplastics like ABS, PC, or nylon directly. You cast PU resins that mimic those materials. For most applications, the mimic is excellent. For applications requiring exact material properties (like specific UL ratings or biocompatibility certifications), we can provide certified test data for our PU resins.
Vacuum casting resins can be colored in the mix. We do not paint parts after casting unless specifically requested. Color mixing is more consistent than painting, and there is no risk of chipping or peeling.
We can match any RAL or Pantone color. For clear parts, we can add tint — yellow, blue, red, etc. For rubber-like parts, color options are more limited but still broad.
If you have a part that you think might be a good fit for vacuum casting, send us the 3D file and your target quantity. We will review the geometry and recommend the best approach — vacuum casting, CNC machining, 3D printing, or bridge tooling.
We do not upsell. If 3D printing is better for your part, we will tell you. If you actually need injection molding, we will tell you that too.

CTA: Upload your 3D file (STEP or STL) and target quantity. We will reply within 24 hours with a recommendation and firm quote.
tel : 0755-23596843
WhatsApp : +86-13267211181
E-mail : sales02@gt-proto.com
No.18, Shaqi Community Center Road, Xinqiao Street, Baoan District, Shenzhen, Guangdong Province, China 518104
Links :
test© 2026 Shenzhen GT Prototype Co., Ltd Tutti i diritti riservati.
Mappa del sitopolitica sulla riservatezzaXml